 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
OKSİJEN KAYNAĞI NASIL YAPILIR?
Oksijen kaynağı ile yapılan kasynakların dikiş kalitesi çok yüksektir. Bu nedenle sızdırmazlık(gaz yada su) isteniyorsa oksijen kaynağı tercih edilmelidir. Ayrıca parça kesmek içinde sıklıkla oksijen kaynağı kullanılmaktadır. Kalın ve sağlam olması gereken malzemelerin birleştirilmesinde önceliğiniz oksijen kaynağından yana olsun.
Oksijen kaynağı oksijen tüpü ,asetilen tüpü ,bağlantı hortumları ,kaynak gözlüğü ,pürmüzler ,ayar vanaları ,kaynak telleri ve barometrelerden oluşur. Kısaca bu malzemelere bir göz atalım.
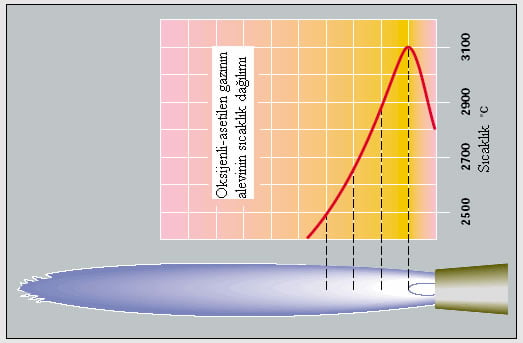
Asetilen renksiz ,sarımsağımsı kokulu yanıcı bir gazdır. 3200 dereceye kadar alev sıcaklığı sağlar. Gazlar içinde en yüksek alev sıcaklığı asetilendedir.
Oksijen yanıcı değil yakıcı bir gazdır.
Pürmüz oksijen ve asetilenin belirli oranlarda birleşerek alev sağladığımız aparatın ismidir. Pürmüz ile oksijen ve asetileni istediğimiz oranda karıştırabiliriz. Kaynak yapılacak parça kalınlığına göre uygun numara pürmüz seçilmelidir. Aşağıdaki listede kalınlık — pürmüz ilişkisi verilmiştir. Resimdede bir pürmüz takımı görülmektedir.
Pürmüz Numarası 1 2 3 4 5 6 7 8 9
Parça Kalınlığı 0,3-
0,5 0,5-1 1-2 2-4 4-6 6-9 9-14 14-20 20-30

Kaynak Teli oksijen kaynağında dolgu malzemesi olarak kullanılır. 0.8mm ye kadar malzemelerin birleştirilmesinde tel kullanımına gerek yoktur. Parçalar kenetlenerek eritilip birleştirilebilir. 0.8 mm-1.5 mm arası malzemelerin birleştirilmesinde 1.5 mm çapında tel yeterli olacaktır. 1.5-2mm arası malzeme kalınlığında 2 mm çaplı tel ,daha yüksek kalınlıklarda ise 3mm çaplı teller işinizi görecektir.
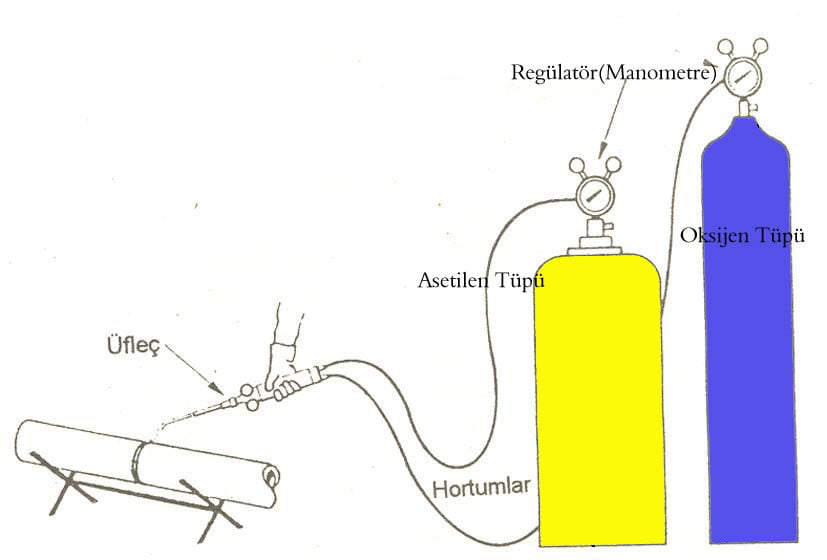
Kaynak tüplerinin üzerinde iki manometre vardır. Bu manometrelerden tüpe yakın olan tüp içerisindeki gaz miktarını ,ikinci manometre ise kullandığımız miktarı ifade eder. Ortadaki vana ile kullanacağımız gazı ayarlayabiliriz.

Kaynak Alevi rengine bakılarak ayarlanır. Aşağıdaki tabloda hangi renk alevin nekadar ısı verdiği görülmektedir.
İlk Kaynağı Yaparken :
Pürmüz yani yukarıdaki resimde gösterilen üfleç kapalı olmalıdır. Tüpün üzerindeki vana basınç 2.5 e gelene kadar sıkılmalı yada gevşetilmelidir. Yakma işleminde önce oksijen sonra asetilen gazı pürmüz üzerinden açılarak çakmakla yakılır. Söndürme işleminde ise önce asetilen, sonra oksijen ventili kapatılmalıdır. Gözümüz alevde olacak şekilde asetilen gazı açılmaya başlanır. Asetilen fazla olduğunda alevin çekirdek kısmı büyük olur. Bu alev kesme işleminde kullanılır. Kaynak için uygun değildir. Normal kaynak alevinde oksijenle asetilen eşit karışmalıdır. Çekirdek parlak ve pirinç şeklinde olmalıdır. Tel alev çekirdeğinin yarım cm ila bir santim arası mesafeden tutularak eritilir. Oksijen fazla verilirse pürmüzden sesler gelmeye başlar ve alev çekirdeği dağılır. Bu şekilde demir çelik kaynağı yapmak sağlıklı değildir ancak pirinç kaynağı için ideal alev türüdür. Pirinç kaynatılırken pirinç tel kullanılmalıdır. Piyasada sarı tel olarak satılmaktadır.
ÖNEMLİ NOT: Boru keserken yada kaynatırken özellikle asetilen oksijen karışım oranlarına dikkat edin. Uygun oranlarda karıştıramazsanız ,özelliklede asetilen fazla kaçarsa yanmayan gaz boru içerisine birikecek ve siz kaynak yaparken patlamalara sebep olabilecektir. Keza oksijen ve asetilen tüplerinizin tam bitmesini beklemeyin. Bitmeye yakın tüpler içeri alev çekmeye neden olabilir.
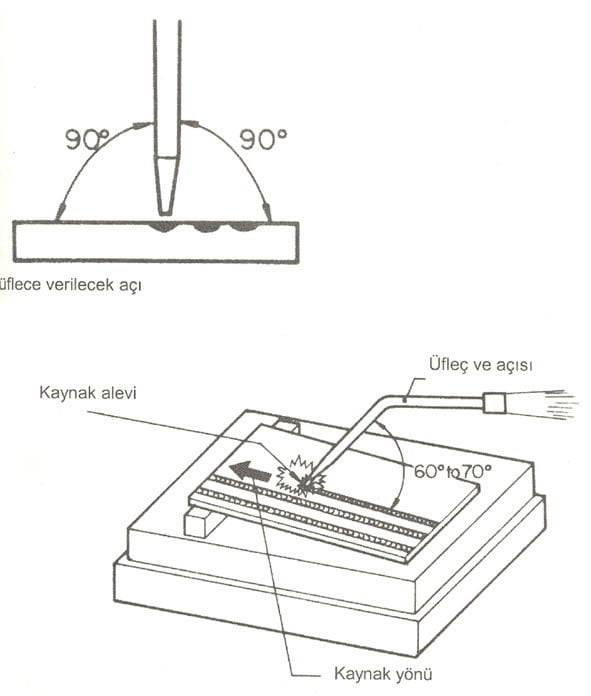
Kaynağı yaparken pürmüze ve tele hafif daireler ,zigzaglar çizdirirseniz daha sağlam ve nufuz etmiş dikiş elde edersiniz. Keza alev ile tel arasında 90 derece açı olursa hem rahat çalışırsınız hemde dikişe kolay hakim olursunuz.
Kaynatılacak parçaları alın alına kaynatacaksanız parça kalınlığına bağlı olarak aralarında bir miktar boşluk bırakın. Tel eriğinin bu boşluğu doldurmasını sdağlayın. Eğer parçaları üst üste bindirecekseniz en az 1.5 cm bindirme yapın. Yani bir parça diğerinin üzerine en az 1,5 cm çıksın. Eğer köşe kaynatacaksanız dış köşeyi telli yada telsiz kaynatabilirsiniz ancak iç köşe muhakkak telli kaynatılmalıdır.
Kaynak Sırasında Alınacak Güvenlik Önlemleri
Oksi-gaz kaynağında oksijen ve asetilen gazları kullanıldığından gerekli güvenlik
kurallarına uyma zorunluluğu vardır.
Kaynak sırasında etrafa kıvılcım sıçrayacağından civarda yanıcı ve parlayıcı madde
bulunmamalıdır.
İçersine yakıt ve yanıcı maddeler konup boşaltılmış kapların kaynağı gerekli önlemler
alındıktan sonra yapılmalıdır.
Hortumlar sıcak parçalardan ve sıçrayan kıvılcımlardan korunmalıdır.
Üfleç gerektiğinde soğutulmalıdır.
Kaynak anında mutlaka gözlük kullanılmalıdır.
Yanmalara karşı ise iş elbiseleri, deri önlük,tozluk ve kolluklar ile takviye edilmelidir.
Yanmalara karşı eldiven kullanılmalıdır.
Kaynak masası üzerinde sıcak parça bırakılmamalıdır
Gerekli tüm güvenlik araçlarının kontrolü yapılmalıdır.