 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
TIG — ARGON KAYNAĞI NEDİR ?
Argon kaynağı teknik literatürde TİG (tungsten inert gas) kaynağı diye geçer. Tungsten wolfram diye de bilinen bir metaldir. Çok yüksek sıcaklıklarda erimesi ile ünlüdür. Elektrot olarak tungsten elektrot kullanılır. inert gaz ise başka bir elementle bileşik oluşturmayan gazları kapsar. Argon kaynağında inert gas olarak argon gazı ve bazen azot gazı kullanıldığı için argon kaynağı diye isimlendirilir. Bu kaynak türünde kaynak arkının oluştuğu bölge argon gazı ile korunur ve bu gaz ortamında kaynak işlemi gerçekleşir. Özellikle çelik ve krom nikel alaşımlarında son derece başarılıdır. Argon Kaynağının Üstünlükleri : |
 |
|
- Elektrik kaynağında ısı en fazla 1600 dereceye kadar çıkarken argon kaynağında 3300 dereceye kadar yükselebilir. Bu nedenle elektrik kaynağının eritemeyeceği tungten gibi bir elektrot argon kaynağında kullanılabilirdir. Çok daha dayanıklı elektrotler daha sağlam dikiş sağlamaktadır.
- Argon kaynağında azot gazınında kullanılması kaynak kalitesini dahada artırır. Özellikle borularda kullanıldığında dışarıdan çekilen kaynak borunun içinede nufuz ederek içtende kaynaklar.
Özetle argon kaynağı piyasanın en kaliteli kaynak türlerindendir. Sızdırmazlık özelliği çok yüksektir. Ancak son derece ustalık isteyen bir kaynak türüdür.
Argon Kaynağına Başlamadan Bilinmesi Gerekenler :
 |
|
Argon Kaynak Makinesi ve Kurulumu :

 |
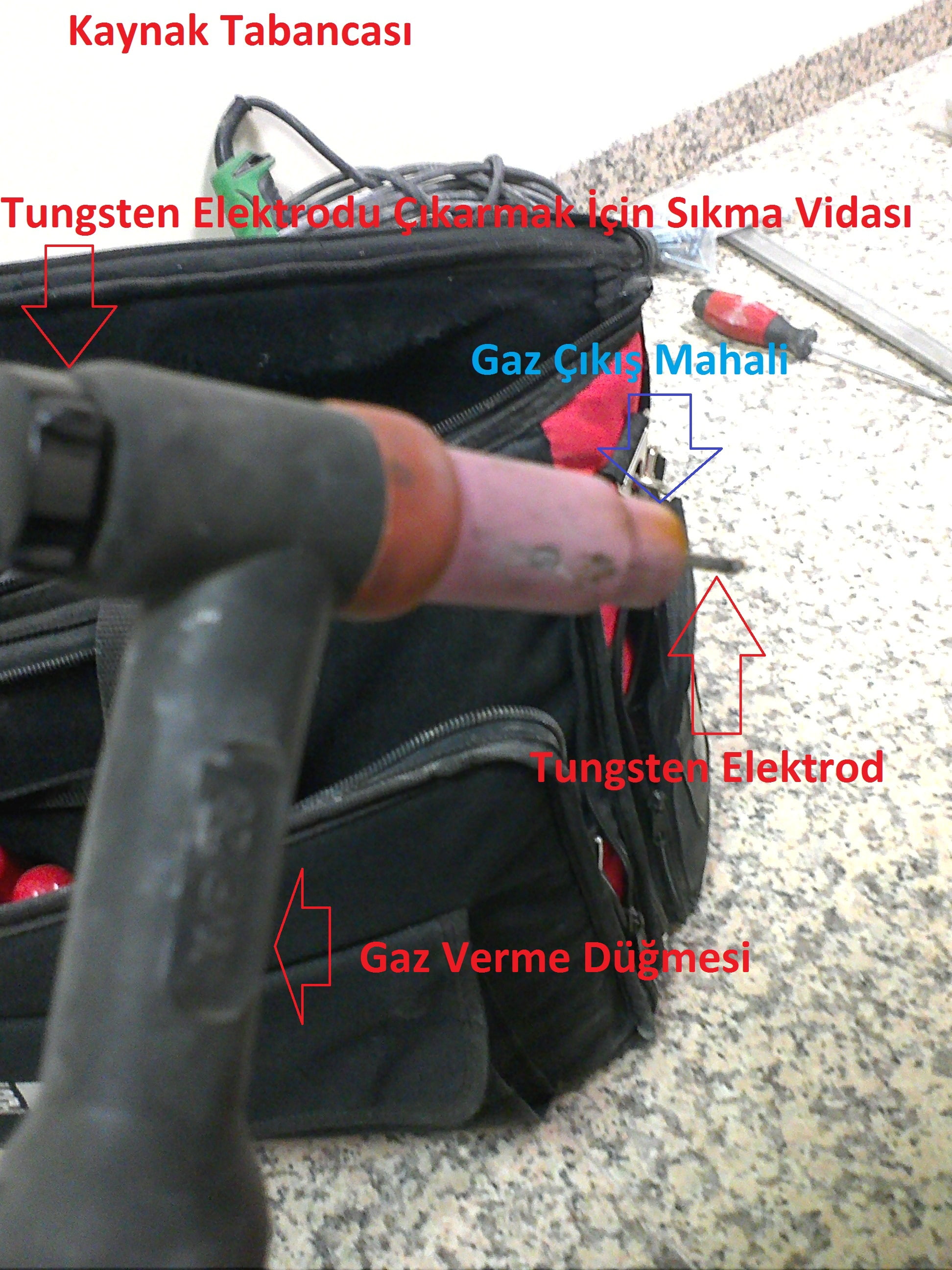 |
Tabancadan çıkacak gazın miktarı tabanca memesindeki delik çapına bağlıdır ancak yaklaşık olarak çelik türevlerinde 10-15 mpa, aliminyum alaşımlarında 5-10 mpa basınç iyidir. Basıncın ayarını gaz vanasından yaparsınız.
Akım bindirmesi (pals) yapıldığında kaynak dikişi biri diğeri üstüne binmiş puntalar şeklinde oluşur.

Elektrot Seçimi :
En sık tungsten elektrotlar kullanılır. 0,5-8 mm aralığında çaplarda üretilir. Sıklıkla 2.4 — 3.2mm elektrod seçilir.
Saf tungsten elektrodlar en çok aliminyum ve alaşımlarının AC kaynağında kullanılır.Yeşil işaretlidir.
Toryumlu tungsten elektrodlar çelik ve türevleri kaynağında seçilmelidir. Kırmızı işaretlidir.
Lantanyumlu tungsten elektrodlar her tür argon kaynağı için kullanılabilir. Mevi işaretlidir.
Dolgu Malzemesi Seçimi :
Tel seçerken http://www.askaynak.com.tr/urunler/tamir-bakim-kaynagi-(kobatek)/argon-(tig)-kaynak-telleri sitesi gibi çeşitli site ve kataloglardan kaynatacağınız malzemeye göre dolgu teli seçebilirsiniz.
Kaynak Yapımı :
Argon kaynağı daha önce oksijen kaynağı yapmış olanlara daha kolay gelecektir. İyi bir dikiş kesintisiz ve sürekli olmalıdır. Bunu sağlamak için evvela dolgu telini sürmeden, elektrotla kaynatacağınız yüzeyleri erime noktasına kadar iyice ısıtın. Isındıktan sonra dolgu telini sürün. Yeterince ısınmadan teli sürerseniz eriyen dolgu topaklanır ve tutmaz. Tel tam kuş gözü dediğimiz kaynak arkının merkezine gelmelidir ve kaynaklanacak yüzeye temas etmelidir. Tel sabit kalırken elektrod tabancasını hafif hafif yukarı aşağı hareket ettirerek yavaş yavaş ilerleyin. Dolgunun yüzeye iyice yayılmasını sağlarsınız (işin zor kısmı tamda burası).
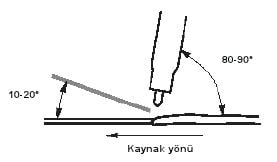
Kaynak sırasında tabanca kaynak yüzeyine dik tutulmalı ve dolgu teli yüzeye en fazla 20 derece açı ile tam değmelidir. Gaz çıkışı ile ergiyen tel aynı hizada olmalıdır.
Gerisi komple tecrübe :)...
Kolay Gelsin.